Ярославль, пр-т Октября, д. 91
Открыть карту
Открыть карту
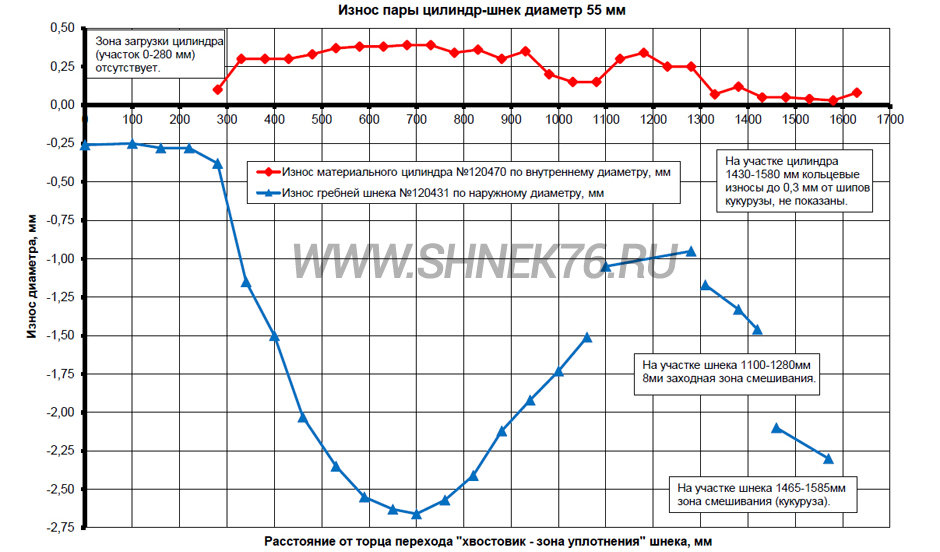
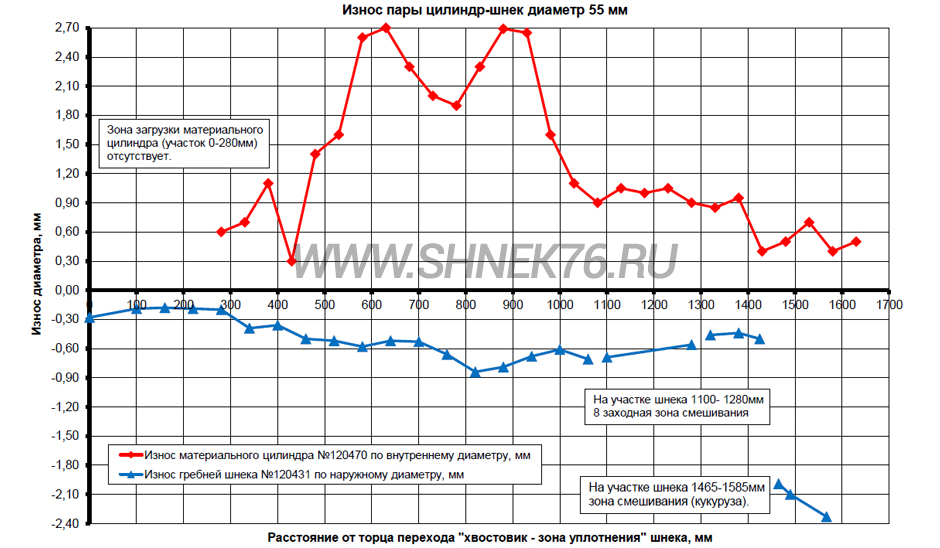
Опыт восстановления шнеков экструдеров с 2002 г. твердыми сплавами на основе кобальта и железа (см. их структуру на рис. 1 и 2) выявил ряд существенных их недостатков таких как: для сплавов на основе кобальта - низкую контактную прочность, проявляющуюся в виде пластической деформации наплавки, а для сплавов на основе железа - повышенный износ ответной детали, т.е. зеркала материального цилиндра. Данные получены по результатам анализа износов более 200 шнековых пар. При этом ремонт отверстия цилиндра с приведением его к номинальному диаметру выполнить значительно сложнее, чем ремонт шнека. В качестве примера приведем результаты замеров (см. рис. 5 и 6) восстановленной пары (шнек наплавлялся твердым сплавом на основе железа (рис. 2), цилиндр шлифовался в +0,3мм) диаметром 55 мм отработавший 11 месяцев. Во время эксплуатации интенсивность износа цилиндра в три раза превосходила интенсивность износа шнека, а учитывая, что диагностика цилиндра на всю длину требует специальных измерительных инструментов и в большинстве случаев эксплуатирующими предприятиями не производится (в отличие от замеров шнеков), это создает ложное впечатление о качественном выполнении ремонта.
Поэтому подбор и использование наплавочных упрочняющих материалов для ремонтов, обеспечивающих не только износостойкость шнека, но и долговечность работы цилиндра, является для нас приоритетной задачей.
|
Рис.1 Микроструктура твердого сплава на основе кобальта, макро твердость 48HRC (увеличение 400). |
Рис. 2 Микроструктура твердого сплава на основе железа, макро твердость 53HRC (увеличение 400). |
|
Рис. 3 Микроструктура твердого сплава на основе никеля, макро твердость 58HRC (увеличение 400). |
Рис. 4 Микроструктура модифицированного твердого сплава, макро твердость 55HRC (увеличение 400). |
 |
|
Рис. 5 Износ шнековой пары до ремонта.
|
 |
|
Рис. 6 Износ отремонтированной пары, где шнек наплавлялся твердым сплавом на основе железа (см. рис. 2).
|
В связи с выше сказанным в 2014-2016гг. специалистами нашего предприятия был поставлен трибологический эксперимент, целью которого было выявление наилучшей пары трения «азотированный цилиндр – наплавленный шнек».
Исследования проводились на машине трения по методу «диск-штырь» в условиях сухого трения при относительных скоростях скольжения 0,6 м/с и макро температуре образцов 280° С. Диск имитировал материальный цилиндр с диаметральным износом 0,4мм, изготовленный из улучшенной азотированной стали 38ХМЮА, а штырь - наплавленный гребень шнека твердыми сплавами на основе кобальта (рис. 1), железа (рис. 2), никеля (рис. 3). Совместимость пар трения оценивалась по потере массы образцов и давлению начала задира.
Результаты эксперимента, обработанные для удобства восприятия, сведены в таблицу.
|
Материал |
Износ |
Износ |
Абразивная |
Коррозионная |
Сумма баллов |
|
Сплав на основе кобальта |
2 |
5 |
3 |
5 |
15 |
|
Сплав на основе железа |
5 |
1 |
4 |
3 |
13 |
|
Сплав на основе никеля |
4 |
3 |
4 |
5 |
16 |
|
Модифицированный сплав |
5 |
4 |
5 |
4 |
18 |
(где: 1 – очень плохо; 5 – отлично)
Эксперимент полностью подтвердил ранее полученные опытные данные, где сплав на основе кобальта при высоких контактных нагрузках имеет не достаточную несущую способность, сплав на основе железа приводит к повышенному износу ответной детали, а сплав на основе никеля занял промежуточное положение между ними.
Дальнейшие поисковые исследования на машине трения в т.ч. с введением в пару трения абразива позволили определить несколько видов материалов, которые хорошо удовлетворяют требованиям износостойкости пары шнек-цилиндр, а именно задиростойкость деталей (в т.ч. с изношенным цилиндром), абразивная и коррозионная стойкость. Одним из таких материалов является модифицированный твердый сплав, микроструктура которого приведена на рис.4. Структура металла (рис.4) в состоянии после наплавки представляет собой тонкую округлую упрочняющую фазу, равномерно распределенную в матрице. Данная структура препятствует селективному износу матрицы и как следствие выкрашиванию упрочняющей фазы, что не приводит к образованию острых, твердых микронеровностей в отличие от сплава рис. 2, где повышенный износ «цилиндра» вызван микрорезанием его поверхности крупными, твердыми карбидами, выступающими из матрицы. Подтверждение вышесказанного можно найти в работах Войнова Б.А., Хрущева М.М., Гаркунова Д.Н.
Выбранные в ходе исследования материалы с успехом применяются нами для ремонта и изготовления биметаллических шнеков.
Партии всех получаемых наплавочных материалов проходят контроль качества на соответствие заявленным производителем свойствам по химическому составу на 28 элементов, микроструктуре и твердости.
Для нанесения упрочняющих покрытий на поверхности шнеков мы используем наплавку плазменно-порошковым методом, выбранным из-за ряда преимуществ:
- применяемые нами для упрочнения сплавы в связи с высокой степенью легирования производятся только в виде порошковых материалов;
- гибкость процесса, позволяющая в широком диапазоне регулировать глубину проплавления, что при правильном выборе режимов приводит к минимальным перемешиваниям с основой и стабильным характеристикам наплавленного материала, даже при малых его толщинах;
- возможность автоматизации процесса, приводящей к повышению производительности и качества наплавки.
Вид наплавленных швов на гребни шнека твердого сплава плазменно-порошковым методом приведен на рис. 7.
 |
 |
 |
 |
|
Рис. 7 Виды швов наплавленных современным плазменно-порошковым методом в автоматическом режиме на различных участках шнеков высококачественными износостойкими (твердыми) сплавами. |
|
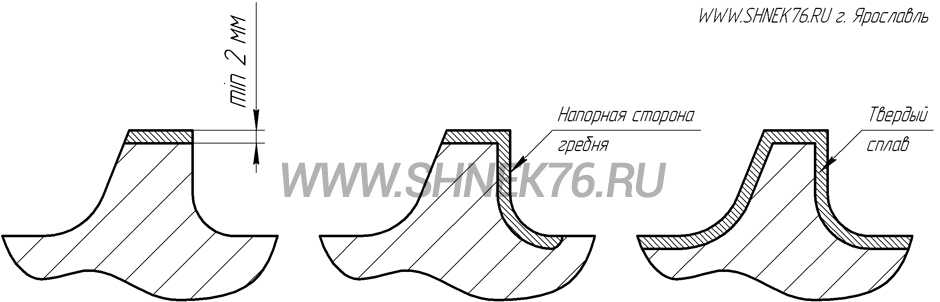
Нанесения упрочняющих наплавок на шнек в зависимости от характера его износа выполняется по трем схемам (см. рис. 8):
- наплавка гребней шнека по наружному диаметру;
- наплавка гребней шнека по наружному диаметру и напорной стороне;
- наплавка гребней и тела шнека по всем поверхностям.
Толщина наплавленного упрочняющего слоя после окончательной механической обработки составляет не менее 2мм.
 |
|
Рис. 8 Схемы бронирования шнека. |
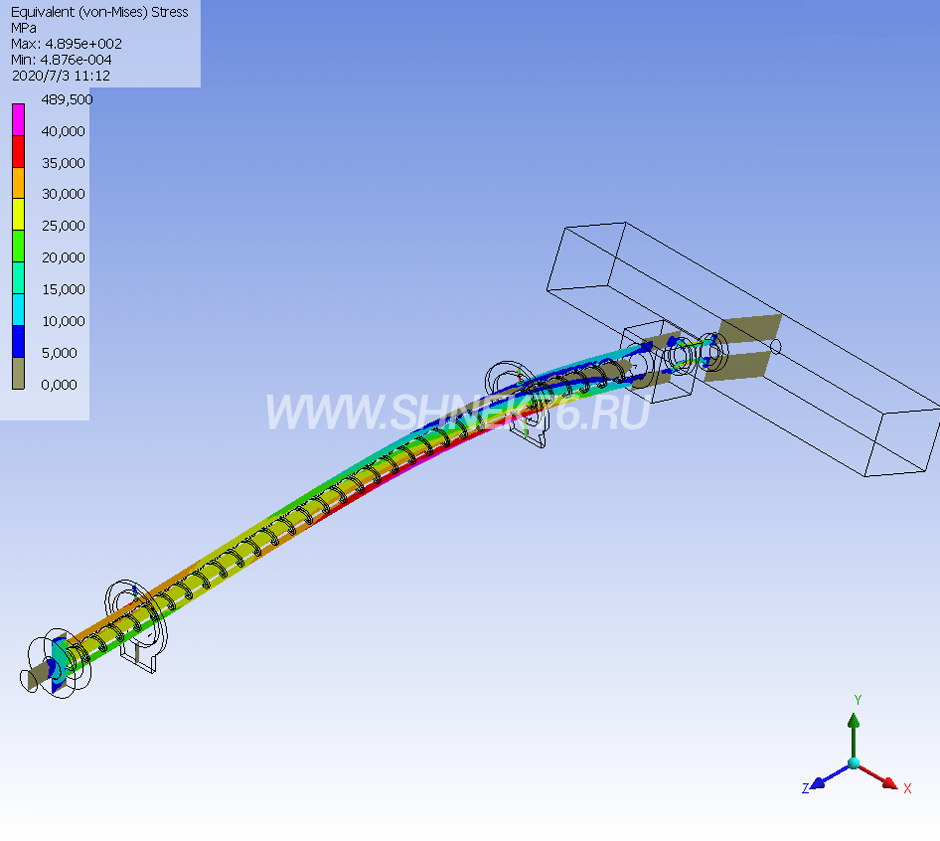
В некоторых особо сложных случаях повышенных износов или разрушения деталей, для выявления причин произошедшего, мы проводим расчет напряженно – деформированного состояния узлов экструдеров и термопластавтоматов по методу конечных элементов, с учетом их контактного взаимодействия.
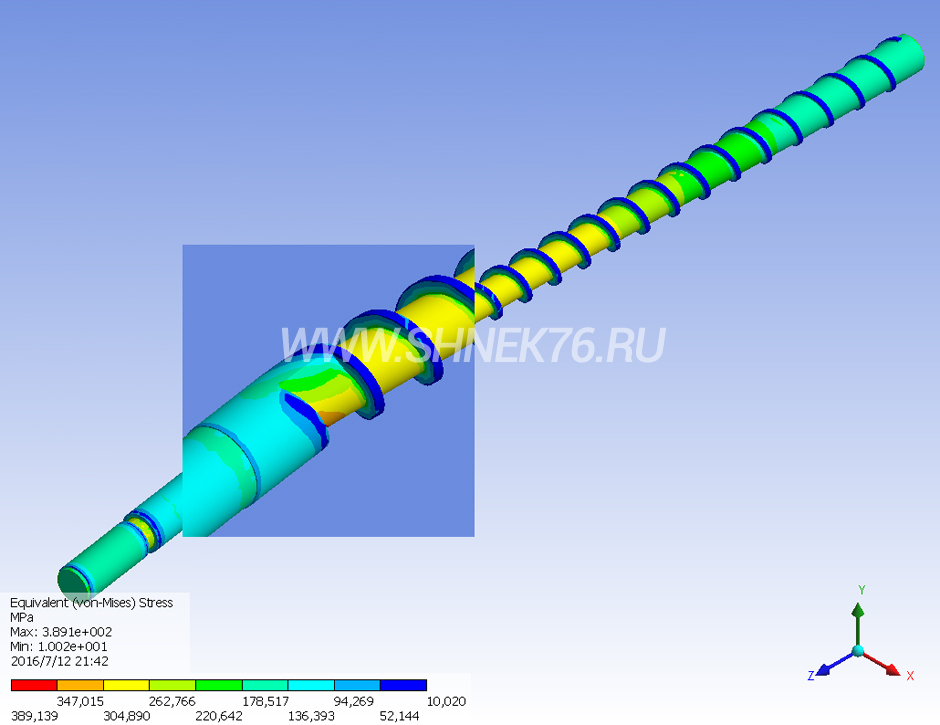
Ниже приведены примеры расчетов, где анализировалось влияние массы плоско - щелевой головки на деформацию материального цилиндра экструдера (рис. 9) и выявления наиболее опасных сечений шнека термопластавтомата в момент цикла впрыска (рис. 10).
 |
|
Рис. 9 Напряженно – деформированное состояние цилиндро–шнековой пары экструдера. |
 |
|
Рис. 10 Напряженно–деформированное состояние шнека ТПА. |